تصفح الكمية:0 الكاتب:محرر الموقع نشر الوقت: 2022-09-26 المنشأ:محرر الموقع








يتم تصنيع الألياف الأساسية للبوليستر (PSF) مباشرة من PTA و MEG أو رقائق PET أو من نفايات PET/Polyester وعروض الحيوانات الأليفة المستهلكة ,التي يتم استخدامها لغزل خيوط الغزل وصنع الخلايا الجيولوجية ، وكذلك ملء وسادة ، ألعاب الأشياء ، الوسائد ، إلخ. بالنسبة لآلة إنتاج الألياف الأساسية البوليستر ، فإن آلة معالجة المواد الخام الوحيدة هي. سيتم استخدام الألياف العذراء في PTA ، وسيتم إعادة تدويرها للحيوانات الأليفة. الآن سوف نستخدم رقائق الحيوانات الأليفة كمواد خام لتوضيح كيفية إنتاج الألياف الأساسية للبوليستر على النحو التالي:
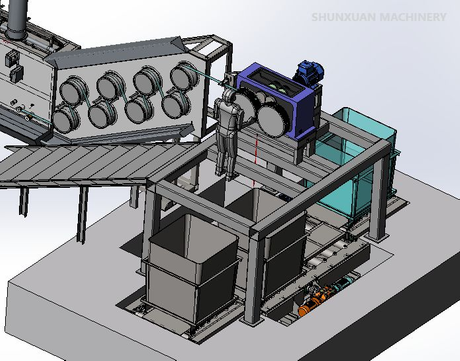
يمكن تقسيم خط الإنتاج بأكمله إلى جزأين ، خط الدوران وخط التشطيب.
هناك خمس خطوات يجب القيام بها في خط الغزل.

جاف
سيتم تجفيف رقائق P et ، ومواد الذرة البوب ، والكتلة بواسطة مجفف الفراغ (رقم 1) أو المجفف المستمر مع درجة حرارة ثابتة ، . يتم شفط الهواء بواسطة مضخة فراغ ويتم تجفيف التقشر في حالة الفراغ.

ذوبان
يتم تغذية رقائق زجاجة الحيوانات الأليفة في بثق المسمار (رقم 3) بمعنى الذوبان ، والخلط والتصفية (رقم 4) من النطاط بعد تسخينه وتجفيفه ، سوف يمر الأليف المذاب من خلال مرشح لإزالة الشوائب ، مثل PVC ومواد أخرى للمواد الأخرى ، يضمن الانسحاب للانتقال إلى حد ما.
التبريد
يصبح ذوبان تيارًا صغيرًا بعد أن يتم بثقه من الثقوب الصغيرة من الدوار ويتم تبريده وتراكمه عن طريق تدفق الهواء بعد المرور عبر تبريد منخفض الدفاتر (رقم 7). يصبح تيار الذوبان الذي تم رشه من Spinneret أحاديًا من البلاستيك في وقت قصير جدًا ويتم تغيير الهيكل. يتأثر هذا التغيير بشكل أساسي بتساوي سرعة تدفق الهواء من التبريد. تؤثر درجة حرارة الهواء والسرعة ، والتحكم في فجوة تهب الهواء وتدفق الهواء ثابتًا تحت سرعة عالية على العامل المباشر لجودة الغزل. لذلك ، فإنه يتطلب تدفق الهواء من التبريد مع الاستقرار والتوحيد والقدرة على التكيف.

يتم تزيين الخيوط المبردة والموثوقة وتثبيتها بواسطة جهاز التزويد (رقم 9) لزيادة تماسك الغزل ، لتحسين الخاصية المضادة للغزل ، لتقليل الاحتكاك بين الغزل والغزول ، وأيضًا لتخفيض الاحتكاك بين الغزل والمعدات ، ولتحسين خاصية ما بعد الترجيح ، بعد أن تمر عبر inder ، تتمثل في الغزل من أي مكان. تم إدخالها في الرسم الأسطوانة (رقم 10) ، ثم يتم تغذيتها في السحب بواسطة بكرات عباد الشمس (رقم 11). يتم قيادة عجلات الرسم الستة وعباد الشمس بمحرك متزامن. عمق المشاركين لجرافة عباد الشمس قابلة للتعديل. بكرات الرسم وعباد الشمس هي مع مجموعة منخفضة السرعة لسلسلة الغزل والتشغيل السهل. يتم تعيين نظام الغزل والأخذ مع نظام الاتصال الجماعي.

يمكن أن تحرك وحدة المرور (رقم 12 و 12 أ) بواسطة محركات التيار المتردد ، والتي تدرك نقل تغيير العلبة الفارغة ، والحركة المتبادلة من علبة السحب وتسليم العلبة المحملة. تحتوي هذه الوحدة على نوعين من السيطرة: يدويًا (باستثناء الحركة الترددية) والأوتوماتيكي. عندما يمكن أن تصل TOR إلى وزن معين عن طريق تحديد الوقت ، فإن عداد وقت التحكم القابل للبرمجة يعطي إشارة ، ثم تتحرك الآلية المتبادلة تلقائيًا إلى المدى إلى مركز الوحدة وتنقل الآلية المليئة بالخروج ، في الوقت نفسه ، للتحرك في علبة فارغة لجمع السحب المستمر. بعد ذلك ، يمكن موازنة السحب وإرسالها إلى عملية العلاج بعد المعالجة.

الجزء الثاني هو خط الانتهاء ، وهناك أيضًا خمس خطوات بشكل عام.

CELL STAND
يتم ترتيب Creel Tow for 4 صفوف ، حيث يتم وضع صفين منهما ويستعدون الصفين الآخران. يتم تقسيم السحب من Creel إلى 3 NOS. أوراق للرسم. يتم توجيه كابل السحب من Creel أولاً عن طريق إطار دليل السحب ويتم تمريره من خلال حمام Dip من أجل تقسيم الأوراق بالتساوي مع عرض وسمك معينين ، وضمان المزيد من الانتهاء من الدوران في صفائح السحب ، ثم بدء عملية الرسم.
نقالة
يستخدم النطاق تقنية الرسم من مرحلتين. تنفد مرحلة الرسم الأولى بين المقالة الأولى والمقالة الثانية. درجة حرارة حمام السحب حوالي 60 ℃ ~ 80 ℃. تم الانتهاء من مسودة نسبة مرحلة الرسم الأولى بنسبة 80 ٪ ~ 85 ٪. تحمل مرحلة الرسم الثانية في صندوق صندوق البخار بين نقالة ثانية ونقالة ثالثة. تم الانتهاء من مسودة نسبة مرحلة الرسم الثانية بنسبة 15 ٪ -20 ٪.

بعد التبريد والزيت ، يتم إرسال صفائح السحب إلى Stower Stacker ، يتم تكديس صفائح سحب 2 أو 3 في ورقة سحب واحدة. زاوية إمالة بكرات التراص قابلة للتعديل لتحقيق عملية التراص. يعد عرض ورقة السحب وجودة التراص مميزة للتجرؤ. بعد التراص ، يتم إرسال ورقة السحب إلى جراند من خلال بكرة التحكم في التوتر وصندوق التسخين قبل البخار. تم تجعد ورقة السحب من خلال الضغط على الأداء الجيد للألياف في العملية اللاحقة.

بعد العقص ، انتشرت السحب إلى نوع لوحة السلسلة التي تنقل مجفف الاسترخاء. يتم تجفيف السحب بالتساوي عن طريق نفخ الهواء القسري ، ويتم الانتهاء من الشكل هنا ثم يتم تبريده أسفل درجة حرارة الزجاج.

بعد الاسترخاء ، يتم سحب السقوف إلى الطابق العلوي للقطع عن طريق موقف التوتر ، مما يضمن أيضًا السحب تحت توتر لتغذية القاطع في الاتجاه العرضي لقطع البكر. يتم قطع السقوف إلى تثبيت طول العنصر الأساسي من خلال تبني قطع الصحافة. بعد القطع ، تدخل الألياف المقطوعة في غرفة بالير في الجاذبية أو من خلال الناقل للبلنغ ، ثم يرجم بالة ، وترجيح يدوي وتصنيف ، ثم يتم إرساله إلى التخزين بواسطة شوكة شوكة.